


海为(Haiwell)PLC在LMTPUR-300热胶型材覆膜机的运用
海为(Haiwell)PLC在LMTPUR-300热胶型材覆膜机的运用
HW-S20ZA220T应用案例
试用设备名称:LMTPUR-300热胶型材覆膜机
一.覆膜工艺过程: 为了实现塑料及铝合金门窗的彩色化,目前有几种工艺和方法,喷漆、热转印、彩色通体、彩色共挤、所有这些工艺和方法都无法满足门窗的耐候性、门窗彩色个性化的要求,覆膜工艺就是将一种具有极高耐候性又满足个性化颜色的膜通过本机器加上高效耐候性粘合剂,覆到PVC或铝型材表面上,经过一定时间的固化,便可送到下一工序加工。 二.控制要求 1.型材输送速度在0~25米/分钟可调,输送方向可前进或后退(正反转向) 2.对PVC型材或铝合金型材覆膜前进行预加热,彩色膜刮胶后进行预加热,以便更好的粘结 ,温度在0~120℃之间可调,温度精度�5%即可。 3.对型材表面毛刷滚动除尘 4.采用气动隔膜泵往储存箱加亲和液,储存箱里设上下限检测,以便自动保持一定的液位 5.控制输出两路开关量给德国诺信胶机启动信号和出胶信号,开机时先胶机启动,延时出胶,停机正好相反。 三.硬件配置 名称 参数规格 品牌 数量 PLC主机 HW-S20ZA220T( I/O: 8I/6O AI4/2AO) 厦门海为 1 DOP-B07S211 7寸 台达 1 变频器 VFD-022M43B 2.2KW 台达 1 红外线测温仪 T0S10 DC24V 输出0~5V 0~500℃ 时代科技 2 液位光电检测 HPQ-T1 DC24V NPN 日本山武 2 小型继电器 MY2N-J DC24V 欧姆龙 4 固态继电器 SSR25DA 台湾仕研 2 四.电气部分控制及部分画面 所有动作、温度设定、速度给定都在触摸屏上 五.PLC外部接线图 触摸屏通讯设定: 按钮为交替型 设置PLC模拟量输入信号类型: 说明: 1此设备控制简单,温度精度不高,因为加热罩在设备上是开放裸露安装,控制采用海为PLC的FTC模糊温度控制指令经过系统运算调节Y0/Y1输出的占空比达到加热目的即可,型材速度是机械设计变比已考虑,只要变频器频率到50Hz时就是每分钟25米,所以不必再程序中去计算了,只要屏上设定25米就对应50Hz,亲和液自动循环开启后控制气泵电磁阀开关,液位低于下限时气泵工作,到达上限时停止。上胶启动后汽缸推动涂胶臂卡紧PVC膜延时一定的时间后开始出胶均匀的涂在PVC膜上,停机时先停止出胶,待胶管里剩余胶水流完后涂胶摆臂延时一定时间退回原位。 如果变频器出现故障后全部控制复位停止输出。同时在屏上方滚动出现报警信息。以便告知操作者。当两路温度超过报警值后出现屏上方滚动提示,加热停止输出,但变频输送不停机,以防考坏胶轮表面。 2 该设备输入点用了3个 X0`````````液位上限 X1`````````液位下限 X2`````````变频故障 输出点用了6个 Y0`````````基材加热输出 Y1`````````PVC膜加热输出 Y2`````````亲和液输出 Y3`````````毛刷输出 Y4`````````上胶启动 Y5`````````出胶延时 还有变频电机的正转和反转没有输出点只能用通讯控制,频率采用模拟量给定。 3 设备通电后调试运行正常。








 投诉建议
投诉建议
提交
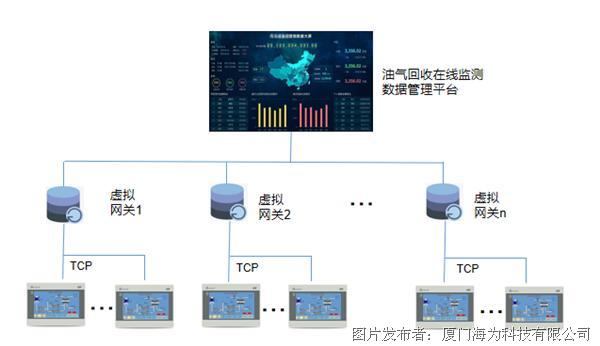
碳达峰、碳中和丨海为油气回收在线监测数据解决方案

Haiwell海为工业物联网云盒XBOX
Haiwell(海为)HMI/APP油气回收在线监测数据解决方案

Haiwell(海为)跑台印花机无线通讯解决方案

海为工业物联网企业平台